











 Extract (6-MSITC) in Healthy Older Adults")
: An In-Depth Exploration into its Thermogenic Role and Social Significance")



Researchers from the Singapore University of Technology and Design (SUTD) have pioneered a novel approach to 3-D print chocolate-based products at room temperature by cold extrusion.
The hot-melt extrusion method is widely used in 3-D printed chocolates where the chocolate is required to be between the temperatures of 31oC to 36oC so that it can be melted and dispensed accordingly.
While this method has its advantages in simplicity and accessibility, the narrow range of operating temperature can be highly restrictive and inflexible.
Conversely, cold extrusion does not require the manipulation of temperature as it depends solely on the rheology of printing ink that is added to chocolate at the operating temperature.
However, due to the lack of inks possessing suitable rheological properties, cold extrusion in 3-D printed chocolate has not been demonstrated to date.
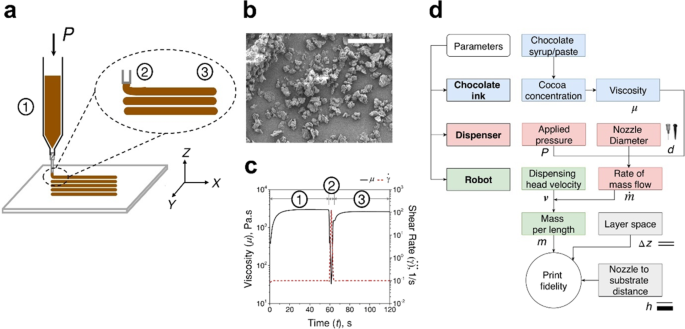
γ
˙ by rheometry. (d) Parameters in Ci3DP to be considered for printing. Scale bar = 50 μm.
To bridge this gap, researchers from SUTD’s Soft Fluidics Lab (facebook.com/SoftFluidics) developed a new approach, ‘Chocolate-based Ink 3-D Printing’ (Ci3DP), to print chocolate-based inks at room temperature by cold extrusion (refer to image).
Using the Ci3DP approach, readily available chocolate products such as syrups and pastes were mixed with cocoa powder to alter the rheology of the ink.
Chocolate-based inks with high concentrations of cocoa powders exhibited shear-thinning properties with high viscosity; the inks also possessed a toothpaste-like property that did not flow at rest.
To highlight this capability, 3-D models consisting of chocolate syrups and pastes were demonstrated.
The same method was extended to the fabrication of a chocolate with different textures by using multiple types of inks.
For instance, a piece of chocolate was fabricated with a semi-solid enclosure and liquid filling at the same time, further demonstrating the flexibility that this approach provides.
“The simplicity and flexibility of Ci3DP offer great potential in fabricating complex chocolate-based products without the need for temperature control,” said lead author of the research paper, Dr. Rahul Karyappa from SUTD.
Principal Investigator, Assistant Professor Michinao Hashimoto from SUTD added, “Ci3DP is capable of fabricating customized food in a wide range of materials with tailored textures and optimized nutritional content.
This new approach also widens the industry’s capabilities in 3-D food printing, allowing for the cold-extrusion of food products that are temperature-sensitive.”
Parameters in Ci3DP
Successful Ci3DP required the chocolate-based ink with adequate rheological properties, and the use of the right setting of the instrument.
In brief, DIW 3D printing have three different elements requiring optimization: ink, dispenser, and robot (Supplementary Fig. S1).
Firstly, the printing ink must exhibit suitable rheological characteristics. We discuss in the next section that yield stress (σy) and the storage modulus (G′) of the ink were the most crucial parameters that governed the outcomes of printing.
Secondly, the dispenser (consisting of the pressure source, syringe and nozzle) determined the rate of mass flow dispensed from the nozzle.
The nozzle attached to the syringe provided high fluidic resistance to the viscous fluid flowing through it.
The applied pressure drop (ΔP) and the diameter of the nozzle (d) governed the rate of mass flow through the given nozzle (m˙m˙).
Finally, the motion-control robot (attached to the syringe and the nozzle) controlled the movement of the syringe during the deposition of the ink.
The velocity of the dispensing head (i.e. syringe and nozzle) (v) determined the mass of the ink dispensed per unit length (m = m˙/vm˙/v). The robot also offered the control over the motion in the vertical direction (i.e. perpendicular to the layer of printing).
When the 3D model is created layer by layer, the distance between adjacent layers (Δz) and the nozzle-to-substrate distance (h) were considered to achieve good print fidelity (Supplementary information).
We summarized the relationship between the investigated parameters (Fig. 1(d)).
More information: Rahul Karyappa et al, Chocolate-based Ink Three-dimensional Printing (Ci3DP), Scientific Reports (2019). DOI: 10.1038/s41598-019-50583-5
Journal information: Scientific Reports
Provided by Singapore University of Technology and Design



{kind=link}